జీవితంలో ప్రతిచోటా స్టెయిన్లెస్ స్టీల్ దొరుకుతుంది మరియు వేరు చేయడానికి తెలివితక్కువగా అనిపించే అన్ని రకాల నమూనాలు ఉన్నాయి. ఇక్కడ ఉన్న జ్ఞాన అంశాలను స్పష్టం చేయడానికి ఈ రోజు మీతో ఒక కథనాన్ని పంచుకుంటున్నాను.

స్టెయిన్లెస్ స్టీల్ అనేది స్టెయిన్లెస్ యాసిడ్-రెసిస్టెంట్ స్టీల్, ఎయిర్, స్టీమ్, వాటర్ మరియు ఇతర బలహీనమైన తినివేయు మీడియా యొక్క సంక్షిప్తీకరణ లేదా స్టెయిన్లెస్ స్టీల్ను స్టెయిన్లెస్ స్టీల్ అని పిలుస్తారు; మరియు రసాయన తినివేయు మీడియా (ఆమ్లాలు, క్షారాలు, లవణాలు మరియు ఇతర రసాయన చొరబాటు) కు నిరోధకతను కలిగి ఉంటుంది, ఉక్కు తుప్పును యాసిడ్-రెసిస్టెంట్ స్టీల్ అంటారు.
స్టెయిన్లెస్ స్టీల్ గాలి, ఆవిరి, నీరు మరియు ఇతర బలహీనమైన తినివేయు మాధ్యమం మరియు ఆమ్లాలు, క్షారాలు, లవణాలు మరియు ఉక్కు యొక్క ఇతర రసాయన తినివేయు మాధ్యమం తుప్పును సూచిస్తుంది, దీనిని స్టెయిన్లెస్ యాసిడ్-రెసిస్టెంట్ స్టీల్ అని కూడా పిలుస్తారు. ఆచరణలో, తరచుగా బలహీనమైన తినివేయు మాధ్యమం తుప్పు-నిరోధక ఉక్కును స్టెయిన్లెస్ స్టీల్ అని పిలుస్తారు మరియు రసాయన మాధ్యమం తుప్పు-నిరోధక ఉక్కును ఆమ్ల-రెసిస్టెంట్ స్టీల్ అని పిలుస్తారు. రెండింటి రసాయన కూర్పులో తేడాల కారణంగా, మునుపటిది రసాయన మీడియా తుప్పుకు నిరోధకతను కలిగి ఉండదు, అయితే రెండోది సాధారణంగా స్టెయిన్లెస్గా ఉంటుంది. స్టెయిన్లెస్ స్టీల్ యొక్క తుప్పు నిరోధకత ఉక్కులో ఉన్న మిశ్రమ మూలకాలపై ఆధారపడి ఉంటుంది.
సాధారణ వర్గీకరణ
మెటలర్జికల్ ఆర్గనైజేషన్ ప్రకారం
సాధారణంగా, మెటలర్జికల్ ఆర్గనైజేషన్ ప్రకారం, సాధారణ స్టెయిన్లెస్ స్టీల్లను మూడు వర్గాలుగా విభజించారు: ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్స్, ఫెర్రిటిక్ స్టెయిన్లెస్ స్టీల్స్ మరియు మార్టెన్సిటిక్ స్టెయిన్లెస్ స్టీల్స్. ఈ మూడు వర్గాల ప్రాథమిక మెటలర్జికల్ ఆర్గనైజేషన్ ఆధారంగా, డ్యూప్లెక్స్ స్టీల్స్, అవపాతం గట్టిపడే స్టెయిన్లెస్ స్టీల్స్ మరియు 50% కంటే తక్కువ ఇనుము కలిగిన అధిక అల్లాయ్ స్టీల్స్ నిర్దిష్ట అవసరాలు మరియు ప్రయోజనాల కోసం తీసుకోబడ్డాయి.
1. ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్
ఆస్టెనిటిక్ ఆర్గనైజేషన్ (CY దశ) యొక్క మ్యాట్రిక్స్ నుండి ముఖ-కేంద్రీకృత క్యూబిక్ క్రిస్టల్ నిర్మాణం వరకు అయస్కాంతేతర శక్తి ఆధిపత్యం చెలాయిస్తుంది, ప్రధానంగా కోల్డ్ వర్కింగ్ ద్వారా స్టెయిన్లెస్ స్టీల్ను బలోపేతం చేయడానికి (మరియు కొంత స్థాయిలో అయస్కాంతత్వానికి దారితీయవచ్చు). అమెరికన్ ఐరన్ అండ్ స్టీల్ ఇన్స్టిట్యూట్ 304 వంటి 200 మరియు 300 సిరీస్ సంఖ్యా లేబుల్లకు.
2. ఫెర్రిటిక్ స్టెయిన్లెస్ స్టీల్
ఫెర్రైట్ ఆర్గనైజేషన్ (ఒక దశ) యొక్క మ్యాట్రిక్స్ టు బాడీ-కేంద్రీకృత క్యూబిక్ క్రిస్టల్ స్ట్రక్చర్ ఆధిపత్యం, అయస్కాంతం, సాధారణంగా వేడి చికిత్స ద్వారా గట్టిపడదు, కానీ చల్లని పని చేయడం వల్ల స్టెయిన్లెస్ స్టీల్ కొద్దిగా బలపడుతుంది. అమెరికన్ ఐరన్ అండ్ స్టీల్ ఇన్స్టిట్యూట్ లేబుల్ కోసం 430 మరియు 446కి.
3. మార్టెన్సిటిక్ స్టెయిన్లెస్ స్టీల్
మాతృక అనేది మార్టెన్సిటిక్ ఆర్గనైజేషన్ (శరీర-కేంద్రీకృత క్యూబిక్ లేదా క్యూబిక్), అయస్కాంతం, వేడి చికిత్స ద్వారా స్టెయిన్లెస్ స్టీల్ యొక్క యాంత్రిక లక్షణాలను సర్దుబాటు చేయగలదు. అమెరికన్ ఐరన్ అండ్ స్టీల్ ఇన్స్టిట్యూట్ 410, 420, మరియు 440 గణాంకాలకు గుర్తించబడింది. మార్టెన్సైట్ అధిక ఉష్ణోగ్రతల వద్ద ఆస్టెనిటిక్ ఆర్గనైజేషన్ను కలిగి ఉంటుంది, ఇది తగిన రేటు వద్ద గది ఉష్ణోగ్రతకు చల్లబడినప్పుడు మార్టెన్సైట్ (అంటే గట్టిపడినది) గా రూపాంతరం చెందుతుంది.
4. ఆస్టెనిటిక్ ఎ ఫెర్రైట్ (డ్యూప్లెక్స్) రకం స్టెయిన్లెస్ స్టీల్
మాతృకలో ఆస్టెనిటిక్ మరియు ఫెర్రైట్ రెండు-దశల సంస్థ రెండూ ఉన్నాయి, వీటిలో తక్కువ దశ మాతృక యొక్క కంటెంట్ సాధారణంగా 15% కంటే ఎక్కువగా ఉంటుంది, అయస్కాంతం, స్టెయిన్లెస్ స్టీల్ యొక్క చల్లని పని ద్వారా బలోపేతం చేయవచ్చు, 329 ఒక సాధారణ డ్యూప్లెక్స్ స్టెయిన్లెస్ స్టీల్. ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్తో పోలిస్తే, డ్యూప్లెక్స్ స్టీల్ అధిక బలం, ఇంటర్గ్రాన్యులర్ తుప్పు మరియు క్లోరైడ్ ఒత్తిడి తుప్పు మరియు పిట్టింగ్ తుప్పుకు నిరోధకత గణనీయంగా మెరుగుపడింది.
5. అవపాతం గట్టిపడే స్టెయిన్లెస్ స్టీల్
ఈ మాతృక ఆస్టెనిటిక్ లేదా మార్టెన్సిటిక్ ఆర్గనైజేషన్, మరియు దీనిని అవక్షేపణ గట్టిపడే చికిత్స ద్వారా గట్టిపరచవచ్చు, తద్వారా ఇది గట్టిపడిన స్టెయిన్లెస్ స్టీల్గా మారుతుంది. అమెరికన్ ఐరన్ అండ్ స్టీల్ ఇన్స్టిట్యూట్ 630 వంటి 600 సిరీస్ డిజిటల్ లేబుల్లకు, అంటే 17-4PH.
సాధారణంగా, మిశ్రమాలతో పాటు, ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్ యొక్క తుప్పు నిరోధకత ఉన్నతమైనది, తక్కువ తినివేయు వాతావరణంలో, మీరు ఫెర్రిటిక్ స్టెయిన్లెస్ స్టీల్ను ఉపయోగించవచ్చు, స్వల్పంగా తినివేయు వాతావరణంలో, పదార్థం అధిక బలం లేదా అధిక కాఠిన్యం కలిగి ఉండాలంటే, మీరు మార్టెన్సిటిక్ స్టెయిన్లెస్ స్టీల్ మరియు అవపాతం గట్టిపడే స్టెయిన్లెస్ స్టీల్ను ఉపయోగించవచ్చు.
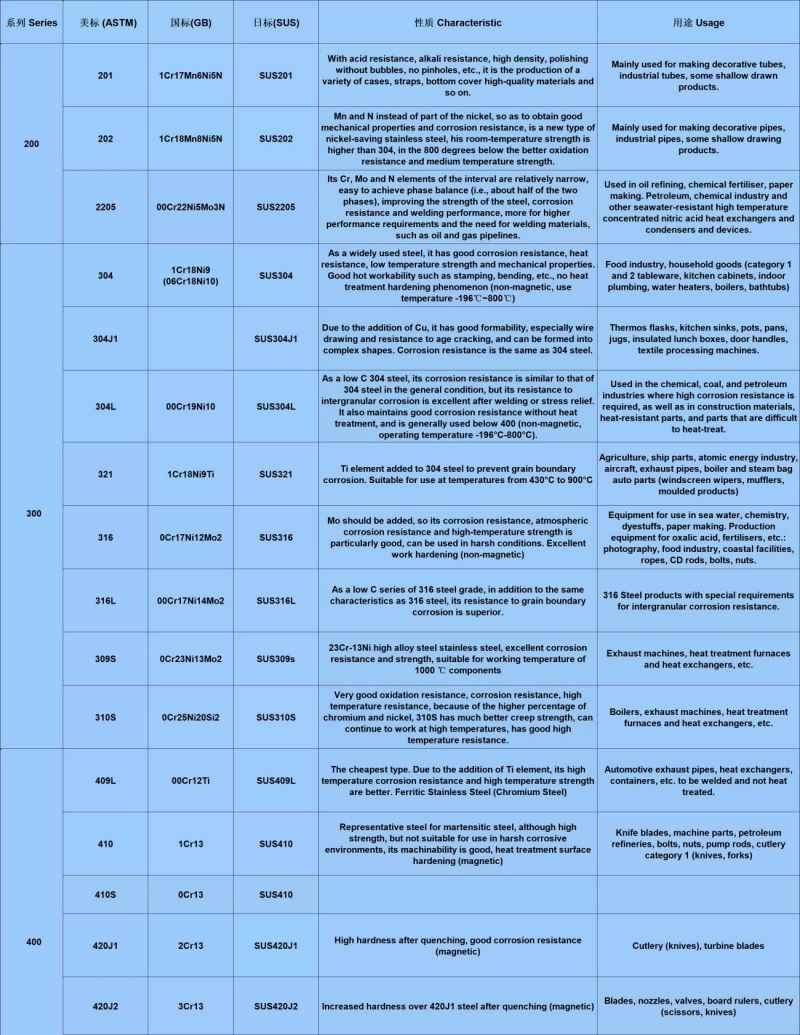
లక్షణాలు మరియు ఉపయోగాలు
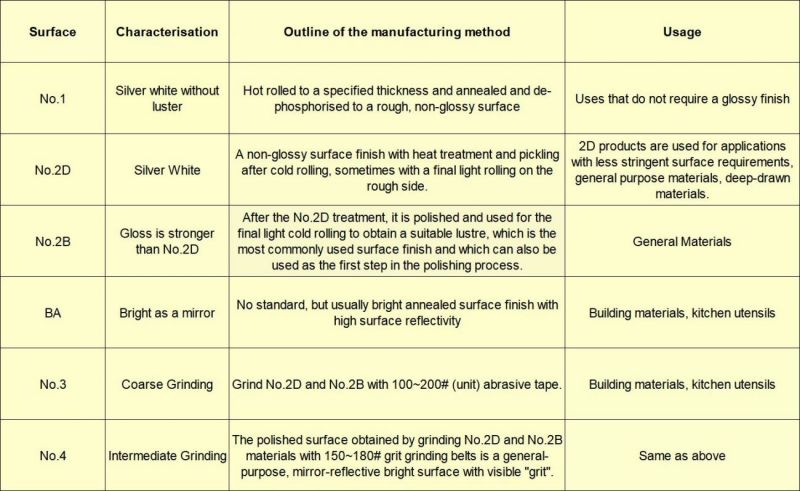
ఉపరితల ప్రక్రియ
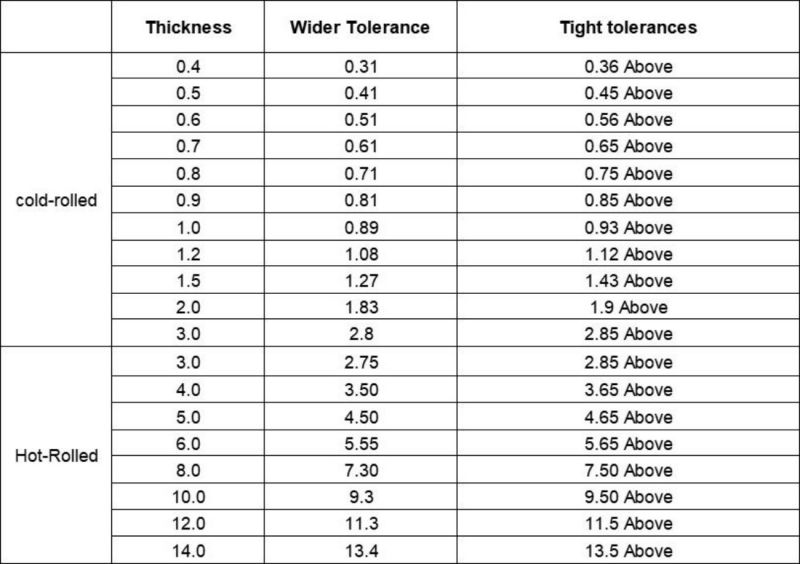
మందం వ్యత్యాసం
1. ఉక్కు కర్మాగారంలో యంత్రాలు రోలింగ్ ప్రక్రియలో ఉన్నందున, రోల్స్ స్వల్పంగా వైకల్యంతో వేడి చేయబడతాయి, ఫలితంగా ప్లేట్ మందం విచలనం బయటకు వస్తుంది, సాధారణంగా సన్నని రెండు వైపులా మధ్యలో మందంగా ఉంటుంది. ప్లేట్ యొక్క మందాన్ని కొలిచేటప్పుడు, రాష్ట్ర నిబంధనలను ప్లేట్ తల మధ్యలో కొలవాలి.
2. సహనానికి కారణం మార్కెట్ మరియు కస్టమర్ డిమాండ్ ఆధారంగా ఉంటుంది, సాధారణంగా పెద్ద మరియు చిన్న సహనాలుగా విభజించబడింది.
V. తయారీ, తనిఖీ అవసరాలు
1. పైప్ ప్లేట్
① 100% రే తనిఖీ లేదా UT కోసం స్ప్లైస్డ్ ట్యూబ్ ప్లేట్ బట్ జాయింట్లు, అర్హత కలిగిన స్థాయి: RT: Ⅱ UT: Ⅰ స్థాయి;
② స్టెయిన్లెస్ స్టీల్తో పాటు, స్ప్లైస్డ్ పైప్ ప్లేట్ ఒత్తిడి ఉపశమన వేడి చికిత్స;
③ ట్యూబ్ ప్లేట్ హోల్ బ్రిడ్జ్ వెడల్పు విచలనం: హోల్ బ్రిడ్జ్ వెడల్పును లెక్కించడానికి సూత్రం ప్రకారం: B = (S - d) - D1
రంధ్రం వంతెన యొక్క కనీస వెడల్పు: B = 1/2 (S - d) + C;
2. ట్యూబ్ బాక్స్ హీట్ ట్రీట్మెంట్:
కార్బన్ స్టీల్, పైప్ బాక్స్ యొక్క స్ప్లిట్-రేంజ్ విభజనతో వెల్డింగ్ చేయబడిన తక్కువ అల్లాయ్ స్టీల్, అలాగే సిలిండర్ పైప్ బాక్స్ యొక్క లోపలి వ్యాసంలో 1/3 కంటే ఎక్కువ పార్శ్వ ఓపెనింగ్ల పైప్ బాక్స్, ఒత్తిడి ఉపశమనం కోసం వెల్డింగ్ అప్లికేషన్లో హీట్ ట్రీట్మెంట్, ఫ్లాంజ్ మరియు పార్టిషన్ సీలింగ్ ఉపరితలాన్ని వేడి చికిత్స తర్వాత ప్రాసెస్ చేయాలి.
3. పీడన పరీక్ష
హీట్ ఎక్స్ఛేంజర్ ట్యూబ్ మరియు ట్యూబ్ ప్లేట్ కనెక్షన్ల నాణ్యతను తనిఖీ చేయడానికి, షెల్ ప్రాసెస్ డిజైన్ పీడనం ట్యూబ్ ప్రాసెస్ పీడనం కంటే తక్కువగా ఉన్నప్పుడు
① హైడ్రాలిక్ పరీక్షకు అనుగుణంగా పైప్ ప్రోగ్రామ్తో పరీక్ష ఒత్తిడిని పెంచడానికి షెల్ ప్రోగ్రామ్ పీడనం, పైపు కీళ్ల లీకేజీ ఉందో లేదో తనిఖీ చేయడానికి. (అయితే, హైడ్రాలిక్ పరీక్ష సమయంలో షెల్ యొక్క ప్రాథమిక ఫిల్మ్ ఒత్తిడి ≤0.9ReLΦ అని నిర్ధారించుకోవడం అవసరం)
② పై పద్ధతి సరికానప్పుడు, షెల్ ఉత్తీర్ణత సాధించిన తర్వాత అసలు పీడనం ప్రకారం హైడ్రోస్టాటిక్ పరీక్ష చేయవచ్చు, ఆపై అమ్మోనియా లీకేజ్ పరీక్ష లేదా హాలోజన్ లీకేజ్ పరీక్ష కోసం షెల్ చేయవచ్చు.
ఎలాంటి స్టెయిన్లెస్ స్టీల్ తుప్పు పట్టడం సులభం కాదు?
స్టెయిన్లెస్ స్టీల్ తుప్పు పట్టడాన్ని ప్రభావితం చేసే మూడు ప్రధాన అంశాలు ఉన్నాయి:
1. మిశ్రమలోహ మూలకాల కంటెంట్. సాధారణంగా చెప్పాలంటే, 10.5% ఉక్కులో క్రోమియం కంటెంట్ తుప్పు పట్టడం సులభం కాదు. క్రోమియం మరియు నికెల్ తుప్పు నిరోధకత ఎక్కువగా ఉంటే మంచిది, అంటే 304 మెటీరియల్ నికెల్ కంటెంట్ 85 ~ 10%, క్రోమియం కంటెంట్ 18% ~ 20%, సాధారణంగా స్టెయిన్లెస్ స్టీల్ తుప్పు పట్టదు.
2. తయారీదారు యొక్క కరిగించే ప్రక్రియ స్టెయిన్లెస్ స్టీల్ యొక్క తుప్పు నిరోధకతను కూడా ప్రభావితం చేస్తుంది. కరిగించే సాంకేతికత మంచిది, అధునాతన పరికరాలు, అధునాతన సాంకేతికత, మిశ్రమలోహ మూలకాల నియంత్రణలో పెద్ద స్టెయిన్లెస్ స్టీల్ ప్లాంట్, మలినాలను తొలగించడం, బిల్లెట్ శీతలీకరణ ఉష్ణోగ్రత నియంత్రణ రెండింటినీ హామీ ఇవ్వవచ్చు, కాబట్టి ఉత్పత్తి నాణ్యత స్థిరంగా మరియు నమ్మదగినది, మంచి అంతర్గత నాణ్యత, తుప్పు పట్టడం సులభం కాదు. దీనికి విరుద్ధంగా, కొన్ని చిన్న స్టీల్ ప్లాంట్ పరికరాలు వెనుకబడిన, వెనుకబడిన సాంకేతికత, కరిగించే ప్రక్రియ, మలినాలను తొలగించలేము, ఉత్పత్తుల ఉత్పత్తి అనివార్యంగా తుప్పు పట్టుతుంది.
3. బాహ్య వాతావరణం. పొడిగా మరియు వెంటిలేషన్ ఉన్న వాతావరణం తుప్పు పట్టడం సులభం కాదు, అయితే గాలి తేమ, నిరంతర వర్షపు వాతావరణం లేదా వాతావరణంలోని ఆమ్లత్వం మరియు క్షారత కలిగిన గాలి తుప్పు పట్టడం సులభం. 304 మెటీరియల్ స్టెయిన్లెస్ స్టీల్, చుట్టుపక్కల వాతావరణం చాలా పేలవంగా ఉంటే కూడా తుప్పు పట్టినట్లే.
స్టెయిన్లెస్ స్టీల్ తుప్పు మచ్చలను ఎలా ఎదుర్కోవాలి?
1.రసాయన పద్ధతి
తుప్పు పట్టిన భాగాలను తిరిగి క్రోమియం ఆక్సైడ్ ఫిల్మ్ ఏర్పడటానికి సహాయపడటానికి పిక్లింగ్ పేస్ట్ లేదా స్ప్రేతో దాని తుప్పు నిరోధకతను పునరుద్ధరించడానికి, పిక్లింగ్ తర్వాత, అన్ని కాలుష్య కారకాలు మరియు ఆమ్ల అవశేషాలను తొలగించడానికి, నీటితో సరైన కడగడం చాలా ముఖ్యం. ప్రతిదీ ప్రాసెస్ చేయబడి, పాలిషింగ్ పరికరాలతో తిరిగి పాలిష్ చేసిన తర్వాత, దానిని పాలిషింగ్ మైనపుతో మూసివేయవచ్చు. స్థానిక స్వల్ప తుప్పు మచ్చల కోసం 1:1 పెట్రోల్ను కూడా ఉపయోగించవచ్చు, తుప్పు మచ్చలను తుడిచివేయడానికి శుభ్రమైన గుడ్డతో నూనె మిశ్రమాన్ని ఉపయోగించవచ్చు.
2. యాంత్రిక పద్ధతులు
ఇసుక బ్లాస్టింగ్ శుభ్రపరచడం, గాజు లేదా సిరామిక్ కణాలతో శుభ్రపరచడం బ్లాస్టింగ్, తుప్పు పట్టడం, బ్రషింగ్ మరియు పాలిషింగ్. యాంత్రిక పద్ధతులు గతంలో తొలగించిన పదార్థాలు, పాలిషింగ్ పదార్థాలు లేదా తుప్పు పట్టిన పదార్థాల వల్ల కలిగే కాలుష్యాన్ని తుడిచిపెట్టే సామర్థ్యాన్ని కలిగి ఉంటాయి. అన్ని రకాల కాలుష్యం, ముఖ్యంగా విదేశీ ఇనుప కణాలు, తుప్పుకు మూలంగా ఉంటాయి, ముఖ్యంగా తేమతో కూడిన వాతావరణంలో. అందువల్ల, యాంత్రికంగా శుభ్రం చేయబడిన ఉపరితలాలను పొడి పరిస్థితులలో అధికారికంగా శుభ్రం చేయాలి. యాంత్రిక పద్ధతుల ఉపయోగం దాని ఉపరితలాన్ని మాత్రమే శుభ్రపరుస్తుంది మరియు పదార్థం యొక్క తుప్పు నిరోధకతను మార్చదు. అందువల్ల, పాలిషింగ్ పరికరాలతో ఉపరితలాన్ని తిరిగి పాలిష్ చేయాలని మరియు యాంత్రిక శుభ్రపరిచిన తర్వాత పాలిషింగ్ మైనపుతో మూసివేయాలని సిఫార్సు చేయబడింది.
సాధారణంగా ఉపయోగించే స్టెయిన్లెస్ స్టీల్ గ్రేడ్లు మరియు లక్షణాలు
1.304 స్టెయిన్లెస్ స్టీల్. ఇది పెద్ద అప్లికేషన్ మరియు విస్తృత వినియోగం కలిగిన ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్లలో ఒకటి, డీప్-డ్రాన్ మోల్డింగ్ భాగాలు మరియు యాసిడ్ పైప్లైన్లు, కంటైనర్లు, స్ట్రక్చరల్ భాగాలు, వివిధ రకాల ఇన్స్ట్రుమెంట్ బాడీలు మొదలైన వాటి తయారీకి అనువైనది. ఇది అయస్కాంతం కాని, తక్కువ-ఉష్ణోగ్రత పరికరాలు మరియు భాగాలను కూడా తయారు చేయగలదు.
2.304L స్టెయిన్లెస్ స్టీల్. కొన్ని పరిస్థితులలో 304 స్టెయిన్లెస్ స్టీల్ వల్ల కలిగే Cr23C6 అవపాతాన్ని పరిష్కరించడానికి, ఇంటర్గ్రాన్యులర్ తుప్పు మరియు అల్ట్రా-తక్కువ కార్బన్ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్ అభివృద్ధి చెందే తీవ్రమైన ధోరణి ఉంది, దాని సెన్సిటైజ్డ్ ఇంటర్గ్రాన్యులర్ తుప్పు నిరోధకత 304 స్టెయిన్లెస్ స్టీల్ కంటే గణనీయంగా మెరుగ్గా ఉంటుంది. కొంచెం తక్కువ బలంతో పాటు, 321 స్టెయిన్లెస్ స్టీల్తో ఉన్న ఇతర లక్షణాలు, ప్రధానంగా తుప్పు-నిరోధక పరికరాలు మరియు భాగాలకు వెల్డింగ్ చేయబడవు, వివిధ రకాల ఇన్స్ట్రుమెంటేషన్ బాడీ తయారీకి ఉపయోగించవచ్చు.
3.304H స్టెయిన్లెస్ స్టీల్. 304 స్టెయిన్లెస్ స్టీల్ అంతర్గత శాఖ, కార్బన్ ద్రవ్యరాశి భిన్నం 0.04% ~ 0.10%, అధిక ఉష్ణోగ్రత పనితీరు 304 స్టెయిన్లెస్ స్టీల్ కంటే మెరుగ్గా ఉంటుంది.
4.316 స్టెయిన్లెస్ స్టీల్. మాలిబ్డినం జోడింపు ఆధారంగా 10Cr18Ni12 స్టీల్లో, ఉక్కు మీడియాను తగ్గించడానికి మరియు పిట్టింగ్ తుప్పు నిరోధకతను కలిగి ఉండటానికి మంచి నిరోధకతను కలిగి ఉంటుంది. సముద్రపు నీరు మరియు ఇతర మాధ్యమాలలో, తుప్పు నిరోధకత 304 స్టెయిన్లెస్ స్టీల్ కంటే మెరుగ్గా ఉంటుంది, ప్రధానంగా తుప్పు నిరోధక పదార్థాలను పిట్టింగ్ చేయడానికి ఉపయోగిస్తారు.
5.316L స్టెయిన్లెస్ స్టీల్. అల్ట్రా-తక్కువ కార్బన్ స్టీల్, సెన్సిటైజ్డ్ ఇంటర్గ్రాన్యులర్ తుప్పుకు మంచి నిరోధకతను కలిగి ఉంటుంది, తుప్పు-నిరోధక పదార్థాలలో పెట్రోకెమికల్ పరికరాలు వంటి వెల్డింగ్ భాగాలు మరియు పరికరాల మందపాటి క్రాస్-సెక్షన్ పరిమాణం తయారీకి అనుకూలం.
6.316H స్టెయిన్లెస్ స్టీల్. 316 స్టెయిన్లెస్ స్టీల్ యొక్క అంతర్గత శాఖ, 0.04%-0.10% కార్బన్ ద్రవ్యరాశి భిన్నం, అధిక ఉష్ణోగ్రత పనితీరు 316 స్టెయిన్లెస్ స్టీల్ కంటే మెరుగ్గా ఉంటుంది.
7.317 స్టెయిన్లెస్ స్టీల్. పెట్రోకెమికల్ మరియు ఆర్గానిక్ యాసిడ్ తుప్పు నిరోధక పరికరాల తయారీలో ఉపయోగించే 316L స్టెయిన్లెస్ స్టీల్ కంటే పిట్టింగ్ తుప్పు నిరోధకత మరియు క్రీప్ నిరోధకత మంచిది.
8.321 స్టెయిన్లెస్ స్టీల్. టైటానియం స్టెబిలైజ్డ్ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్, ఇంటర్గ్రాన్యులర్ తుప్పు నిరోధకతను మెరుగుపరచడానికి టైటానియంను జోడిస్తుంది మరియు మంచి అధిక ఉష్ణోగ్రత యాంత్రిక లక్షణాలను కలిగి ఉంటుంది, దీనిని అల్ట్రా-తక్కువ కార్బన్ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్తో భర్తీ చేయవచ్చు. అధిక ఉష్ణోగ్రత లేదా హైడ్రోజన్ తుప్పు నిరోధకత మరియు ఇతర ప్రత్యేక సందర్భాలలో పాటు, సాధారణ పరిస్థితి సిఫార్సు చేయబడదు.
9.347 స్టెయిన్లెస్ స్టీల్. నియోబియం-స్టెబిలైజ్డ్ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్, నియోబియం ఇంటర్గ్రాన్యులర్ తుప్పు నిరోధకతను మెరుగుపరచడానికి జోడించబడింది, ఆమ్లం, క్షార, ఉప్పు మరియు ఇతర తినివేయు మాధ్యమాలలో తుప్పు నిరోధకతను మెరుగుపరచడానికి 321 స్టెయిన్లెస్ స్టీల్తో, మంచి వెల్డింగ్ పనితీరు, తుప్పు-నిరోధక పదార్థాలుగా మరియు వేడి-నిరోధక ఉక్కుగా ప్రధానంగా థర్మల్ పవర్, పెట్రోకెమికల్ ఫీల్డ్లకు ఉపయోగించబడుతుంది, కంటైనర్లు, పైప్లైన్లు, ఉష్ణ వినిమాయకాలు, షాఫ్ట్లు, ఫర్నేస్ ట్యూబ్లోని పారిశ్రామిక ఫర్నేసులు మరియు ఫర్నేస్ ట్యూబ్ థర్మామీటర్ మొదలైన వాటి ఉత్పత్తి.
10.904L స్టెయిన్లెస్ స్టీల్. సూపర్ కంప్లీట్ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్, ఫిన్లాండ్ ఒట్టో కెంప్ కనిపెట్టిన సూపర్ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్, దాని నికెల్ ద్రవ్యరాశి భిన్నం 24% నుండి 26%, కార్బన్ ద్రవ్యరాశి భిన్నం 0.02% కంటే తక్కువ, అద్భుతమైన తుప్పు నిరోధకత, సల్ఫ్యూరిక్, ఎసిటిక్, ఫార్మిక్ మరియు ఫాస్పోరిక్ ఆమ్లం వంటి ఆక్సీకరణం చెందని ఆమ్లాలలో చాలా మంచి తుప్పు నిరోధకతను కలిగి ఉంటుంది మరియు అదే సమయంలో పగుళ్ల తుప్పుకు మంచి నిరోధకత మరియు ఒత్తిడి తుప్పు లక్షణాలకు నిరోధకతను కలిగి ఉంటుంది. ఇది 70℃ కంటే తక్కువ సల్ఫ్యూరిక్ ఆమ్లం యొక్క వివిధ సాంద్రతలకు అనుకూలంగా ఉంటుంది మరియు సాధారణ పీడనం కింద ఏదైనా సాంద్రత మరియు ఏదైనా ఉష్ణోగ్రత యొక్క ఎసిటిక్ ఆమ్లం మరియు ఫార్మిక్ ఆమ్లం మరియు ఎసిటిక్ ఆమ్లం యొక్క మిశ్రమ ఆమ్లానికి మంచి తుప్పు నిరోధకతను కలిగి ఉంటుంది. అసలు ప్రమాణం ASMESB-625 దీనిని నికెల్-ఆధారిత మిశ్రమాలకు ఆపాదిస్తుంది మరియు కొత్త ప్రమాణం దీనిని స్టెయిన్లెస్ స్టీల్కు ఆపాదిస్తుంది. చైనాలో కేవలం 015Cr19Ni26Mo5Cu2 స్టీల్ మాత్రమే ఉక్కు గ్రేడ్, E + H యొక్క మాస్ ఫ్లోమీటర్ కొలిచే ట్యూబ్ వంటి 904L స్టెయిన్లెస్ స్టీల్ను ఉపయోగించే కీలక పదార్థాల కొన్ని యూరోపియన్ పరికరాల తయారీదారులు 904L స్టెయిన్లెస్ స్టీల్ను ఉపయోగిస్తారు, రోలెక్స్ వాచ్ కేసు కూడా 904L స్టెయిన్లెస్ స్టీల్ను ఉపయోగిస్తుంది.
11.440C స్టెయిన్లెస్ స్టీల్. మార్టెన్సిటిక్ స్టెయిన్లెస్ స్టీల్, గట్టిపడే స్టెయిన్లెస్ స్టీల్, అత్యధిక కాఠిన్యం కలిగిన స్టెయిన్లెస్ స్టీల్, కాఠిన్యం HRC57. ప్రధానంగా నాజిల్లు, బేరింగ్లు, వాల్వ్లు, వాల్వ్ స్పూల్స్, వాల్వ్ సీట్లు, స్లీవ్లు, వాల్వ్ స్టెమ్లు మొదలైన వాటి ఉత్పత్తిలో ఉపయోగిస్తారు.
12.17-4PH స్టెయిన్లెస్ స్టీల్. మార్టెన్సిటిక్ అవపాతం గట్టిపడే స్టెయిన్లెస్ స్టీల్, కాఠిన్యం HRC44, అధిక బలం, కాఠిన్యం మరియు తుప్పు నిరోధకతతో, 300 ℃ కంటే ఎక్కువ ఉష్ణోగ్రతలకు ఉపయోగించబడదు. ఇది వాతావరణ మరియు విలీన ఆమ్లాలు లేదా లవణాలు రెండింటికీ మంచి తుప్పు నిరోధకతను కలిగి ఉంటుంది మరియు దాని తుప్పు నిరోధకత 304 స్టెయిన్లెస్ స్టీల్ మరియు 430 స్టెయిన్లెస్ స్టీల్ మాదిరిగానే ఉంటుంది, దీనిని ఆఫ్షోర్ ప్లాట్ఫారమ్లు, టర్బైన్ బ్లేడ్లు, స్పూల్స్, సీట్లు, స్లీవ్లు మరియు వాల్వ్ల కాండం తయారీలో ఉపయోగిస్తారు.
ఇన్స్ట్రుమెంటేషన్ వృత్తిలో, సాధారణత మరియు వ్యయ సమస్యలతో కలిపి, సాంప్రదాయ ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్ ఎంపిక క్రమం 304-304L-316-316L-317-321-347-904L స్టెయిన్లెస్ స్టీల్, వీటిలో 317 తక్కువగా ఉపయోగించబడుతుంది, 321 సిఫార్సు చేయబడదు, 347 అధిక-ఉష్ణోగ్రత తుప్పుకు ఉపయోగించబడుతుంది, 904L అనేది వ్యక్తిగత తయారీదారుల కొన్ని భాగాల డిఫాల్ట్ మెటీరియల్ మాత్రమే, డిజైన్ సాధారణంగా 904Lని ఎంచుకోవడానికి చొరవ తీసుకోదు.
ఇన్స్ట్రుమెంటేషన్ డిజైన్ ఎంపికలో, సాధారణంగా ఇన్స్ట్రుమెంటేషన్ మెటీరియల్స్ ఉంటాయి మరియు పైపు మెటీరియల్స్ వేర్వేరు సందర్భాలలో ఉంటాయి, ముఖ్యంగా అధిక-ఉష్ణోగ్రత పరిస్థితులలో, ప్రాసెస్ పరికరాలు లేదా పైప్లైన్ డిజైన్ ఉష్ణోగ్రత మరియు డిజైన్ పీడనాన్ని తీర్చడానికి ఇన్స్ట్రుమెంటేషన్ మెటీరియల్స్ ఎంపికపై మనం ప్రత్యేక శ్రద్ధ వహించాలి, ఉదాహరణకు అధిక-ఉష్ణోగ్రత క్రోమియం మాలిబ్డినం స్టీల్ పైప్లైన్, స్టెయిన్లెస్ స్టీల్ను ఎంచుకోవడానికి ఇన్స్ట్రుమెంటేషన్, అప్పుడు అది సమస్యగా ఉండే అవకాశం ఉంది, మీరు సంబంధిత మెటీరియల్ ఉష్ణోగ్రత మరియు ప్రెజర్ గేజ్ను సంప్రదించాలి.
తరచుగా వివిధ రకాల వ్యవస్థలు, సిరీస్లు, స్టెయిన్లెస్ స్టీల్ గ్రేడ్లను ఎదుర్కొనే పరికర రూపకల్పన ఎంపికలో, ఎంపిక నిర్దిష్ట ప్రక్రియ మీడియా, ఉష్ణోగ్రత, పీడనం, ఒత్తిడికి గురైన భాగాలు, తుప్పు మరియు ఖర్చు మరియు ఇతర దృక్కోణాల ఆధారంగా ఉండాలి.
పోస్ట్ సమయం: అక్టోబర్-11-2023